 Inglese
Inglese 中文简体
中文简体Macchina da stampa rotocalco per carta decorativa: come funziona, componenti chiave e guida all'acquisto
Che cos'è una macchina da stampa rotocalco per carta decorativa?
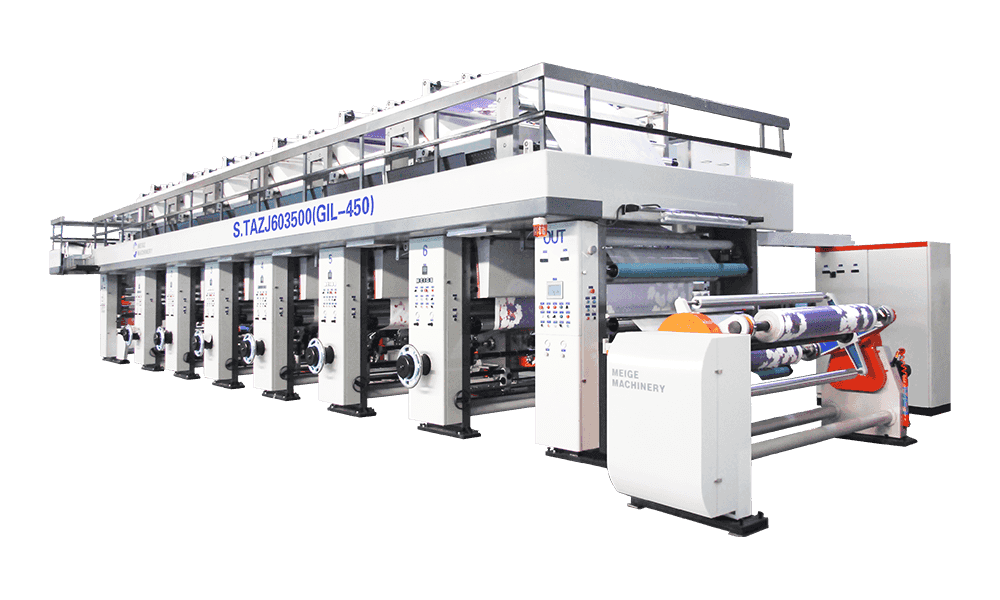
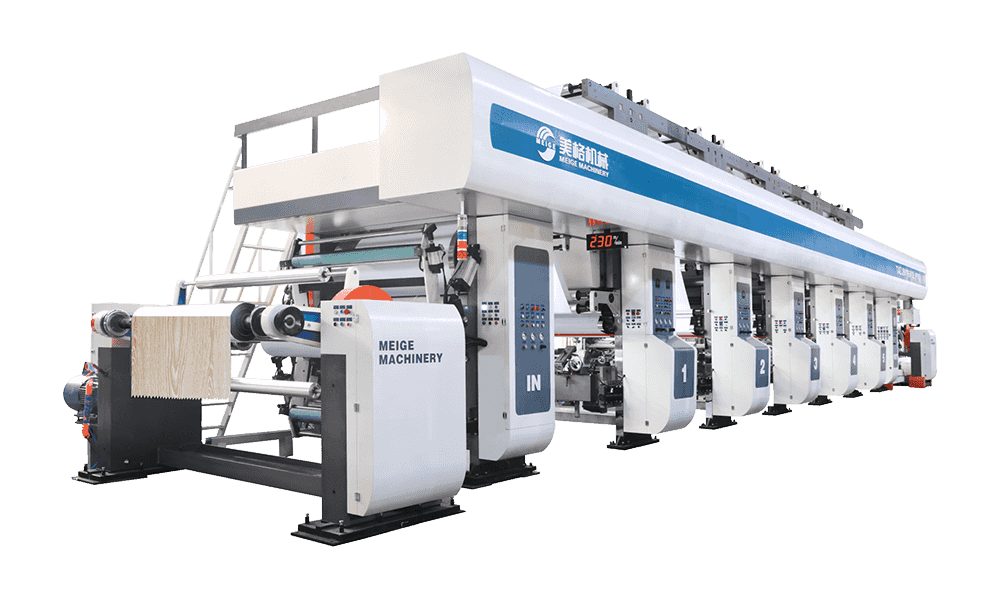
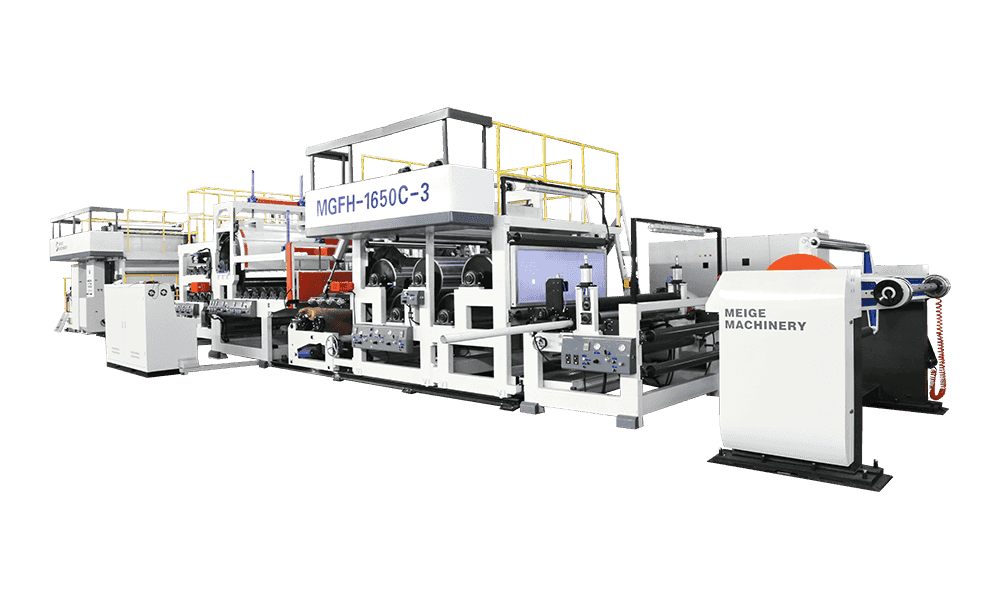
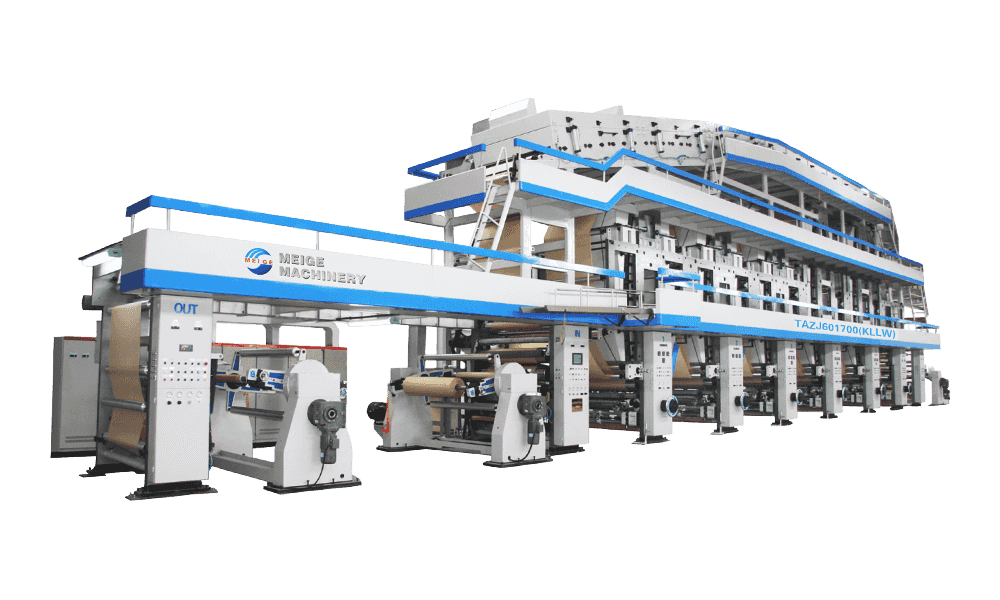
Una macchina da stampa rotocalco per carta decorativa, denominata anche macchina da stampa per carta decorativa rotocalco o macchina da stampa calcografica per carta decorativa, è un sistema di stampa alimentato a bobina ad alta velocità e precisione, creato appositamente per applicare motivi superficiali, trame di venature del legno, effetti pietra, disegni di tessuti e motivi decorativi astratti su substrati di carta che verranno infine utilizzati come sovrapposizioni superficiali nella produzione di mobili, pavimenti, mobili e pannelli interni. La carta stampata viene generalmente successivamente impregnata con melammina o altre resine termoindurenti per produrre la superficie decorativa finita vista su pannelli di pavimenti laminati, mobili in pannelli di fibra a media densità (MDF), pannelli modulari per cucine e prodotti simili.
Il processo di stampa rotocalco – derivato dall'italiano intaglio, che significa “inciso” – trasferisce l'inchiostro da microscopiche cellule incise sulla superficie di un cilindro di rame rotante direttamente sul nastro di carta in movimento. La profondità, il diametro e la densità di queste celle determinano il volume di inchiostro depositato in ciascuna posizione, consentendo gradazioni tonali estremamente fini, ripetizioni nitide del motivo e la riproduzione del colore di qualità fotografica che distingue la carta decorativa stampata con rotocalco dalle carte prodotte con metodi di stampa flessografica o offset. Per un settore in cui una venatura del legno o una struttura della pietra convincenti devono resistere ad anni di esame da parte dei consumatori a distanza ravvicinata, questo livello di fedeltà di stampa non è un optional: è il requisito commerciale di base.
Il processo di stampa rotocalco: passo dopo passo per la carta decorativa
Comprendere la sequenza delle operazioni in a macchina da stampa rotocalco su carta decorativa chiarisce perché specifici componenti della macchina sono progettati così come sono e quali parametri di processo influenzano più direttamente la qualità di stampa finale.
Svolgimento del nastro e controllo della tensione
Il processo di stampa inizia presso il supporto di svolgimento, dove un rotolo master di carta decorativa di base, in genere una carta base caricata con biossido di titanio con una grammatura compresa tra 60 e 150 g/m², viene montato e alimentato nella macchina da stampa a tensione controllata. Il controllo della tensione del nastro nella stazione di svolgimento è fondamentale perché le carte base decorative sono altamente sensibili alla variazione di tensione: una tensione troppo bassa consente al nastro di svolazzare e vagare lateralmente, causando errori di registrazione tra le stazioni di colore; una tensione eccessiva allunga la carta, distorcendo il motivo stampato e causando rotture del nastro. Le moderne macchine da stampa rotocalco per carta decorativa utilizzano sistemi di controllo della tensione con rulli ballerini a circuito chiuso o celle di carico che mantengono la tensione del nastro entro ± 2–5 N/m durante l'intero ciclo di produzione.
Applicazione dell'inchiostro su ciascuna unità di stampa
Ogni colore del disegno decorativo viene stampato in un'unità di stampa dedicata composta da tre componenti principali: il cilindro di rotocalco, il calamaio e la racla. Il cilindro rotocalco ruota parzialmente immerso nel calamaio, inondando di inchiostro la sua struttura cellulare incisa. Mentre il cilindro ruota fuori dal calamaio, una racla rettificata di precisione, in genere in acciaio temprato o con punta in ceramica, attraversa la superficie del cilindro, rimuovendo tutto l'inchiostro dalle aree non incise e lasciandolo solo all'interno delle celle incassate. Il cilindro entra quindi in contatto con il nastro di carta in corrispondenza della linea di contatto, dove un rullo di pressione rivestito in gomma preme la carta contro la superficie del cilindro con forza controllata, estraendo l'inchiostro dalle celle mediante azione capillare e trasferendolo sul substrato di carta.
Asciugatura tra le stazioni colore
Tra ciascuna unità di stampa successiva, il nastro di carta appena inchiostrato passa attraverso un essiccatore, più comunemente un tunnel ad urto di aria calda o un essiccatore a infrarossi, per far evaporare il solvente o il vettore d'acqua dall'inchiostro applicato prima dell'applicazione del colore successivo. L'asciugatura incompleta tra le stazioni provoca il distacco dell'inchiostro (dove l'inchiostro umido della stazione precedente si trasferisce sul cilindro successivo invece di rimanere sulla carta), contaminazione del colore e blocco del nastro sui rulli di riavvolgimento. L'efficienza dell'essiccazione limita direttamente la velocità di produzione: la velocità massima della macchina da stampa è la velocità alla quale l'essiccatore può asciugare completamente ogni strato di inchiostro entro il tempo di permanenza disponibile nella sezione dell'essiccatore.
Registrazione multicolore
Un motivo realistico con venature del legno o marmo su carta decorativa richiede in genere da 4 a 8 separazioni di colore individuali, ciascuna stampata in un'unità separata in registrazione precisa con tutti gli altri colori. Errori di registro piccoli, fino a 0,1–0,2 mm, sono visibili ad occhio nudo nei motivi delle venature del legno, rendendo il controllo del registro uno degli aspetti tecnicamente più impegnativi della stampa rotocalco su carta decorativa. Le macchine da stampa moderne utilizzano sistemi ARC (controllo automatico del registro) basati su telecamera CCD che leggono continuamente i segni di registro stampati sul bordo della bobina e apportano microcorrezioni in tempo reale alla posizione laterale e circonferenziale di ciascun cilindro per mantenere l'esatto allineamento colore-colore durante tutta la tiratura.
Riavvolgimento e finitura del rotolo
Dopo l'unità di stampa finale e l'essiccatore, il nastro di carta decorata finito viene riavvolto sulle anime nella stazione di riavvolgimento. Il controllo della tensione di riavvolgimento deve essere preciso quanto la tensione di svolgimento per evitare che il rotolo finito si incastri, si formi a stella o si raggrinzisca. Molte macchine da stampa rotocalco per carta decorativa incorporano sistemi di ispezione della qualità in linea (telecamere stroboscopiche per l'ispezione della stampa o teste di misurazione del colore spettrofotometriche) nella stazione di riavvolgimento per segnalare difetti come striature della racla, intasamento delle celle del cilindro, deriva della densità del colore o spostamenti di registrazione prima che il materiale difettoso venga avvolto nel rotolo finito.
Componenti principali di una macchina da stampa rotocalco per carta decorativa
La qualità ingegneristica dei singoli componenti della macchina determina direttamente la qualità di stampa, il tempo di attività della macchina e il costo totale di proprietà durante la vita utile dell'apparecchiatura. Di seguito sono riportati i componenti che differenziano in modo più significativo le macchine da stampa rotocalco per carta decorativa di alta qualità dalle alternative con specifiche inferiori.
Cilindri per rotocalco
Il cilindro rotocalco è il cuore del processo di stampa e il componente che più di ogni altro elemento determina la qualità di stampa massima. Nella stampa rotocalco su carta decorativa, i cilindri sono generalmente costruiti da una base in acciaio con uno strato di rame elettrodepositato (spessore 80-200 micron) su cui viene inciso il motivo delle celle utilizzando l'incisione elettromeccanica (basata su stilo, che produce celle a forma di diamante) o l'incisione laser (che produce forme di celle più versatili e una risoluzione più fine). Dopo l'incisione, la superficie in rame viene cromata con una durezza di 900–1000 HV per resistere all'usura della racla, con spessori dello strato di cromo di 6–8 micron che sono standard per le applicazioni su carta decorativa.
Le specifiche della geometria delle celle per i cilindri di carta decorativa variano tipicamente da 150 a 200 linee per centimetro di lineatura, con profondità delle celle da 20 a 55 micron a seconda del colore e del valore tonale riprodotto. La geometria accurata delle celle è fondamentale: variazioni nella profondità delle celle anche di 2-3 micron creano differenze misurabili nella densità del colore che si manifestano come bande visibili o irregolarità tonali nelle aree a tinta piatta del disegno stampato.
Sistema Doctor Blade
Il gruppo racla mantiene e posiziona la racla contro il cilindro di rotocalco rotante con un angolo di contatto (tipicamente 55°–65° per applicazioni su carta decorativa) e una pressione di contatto controllati con precisione. La lama deve mantenere un contatto uniforme su tutta la larghezza di stampa – che può raggiungere 2.200–2.800 mm su macchine da stampa per carta decorativa di grande formato – senza consentire all’inchiostro di fuoriuscire in nessun punto e senza applicare una pressione eccessiva che accelera l’usura della cromatura del cilindro. I moderni supporti per racla utilizzano meccanismi di bloccaggio della lama pneumatici o caricati a molla con regolazione fine dell'angolo della lama e della pressione di contatto e incorporano unità di oscillazione che spostano lateralmente il gruppo lama di 5-15 mm durante la stampa per prevenire l'usura localizzata della lama e del cilindro.
Rullo di impressione
Il rullo pressore preme il nastro di carta contro il cilindro di rotocalco in corrispondenza della linea di contatto di stampa per facilitare il trasferimento dell'inchiostro. Per le applicazioni su carta decorativa, i rulli pressori sono generalmente ricoperti di gomma poliuretanica con una durezza di 60–80 Shore A, scelta per fornire una conformità sufficiente a garantire una pressione di contatto uniforme su tutta la larghezza del nastro pur essendo resistenti ai solventi aggressivi negli inchiostri per rotocalco. La profilatura della corona del rullo di impressione (un leggero aumento del diametro del rullo verso il centro per compensare la deflessione sotto il carico di pressione) è essenziale sulle macchine da stampa per carta decorativa a banda larga per mantenere una pressione di stampa uniforme su tutta la larghezza del supporto.
Sistema di controllo della circolazione e della viscosità dell'inchiostro
La viscosità dell'inchiostro rotocalco controlla direttamente il peso della pellicola di inchiostro, la densità del colore e l'ingrossamento del punto nell'immagine stampata. Man mano che il solvente evapora dal calamaio durante la stampa, la viscosità aumenta, aumentando la densità del colore e causando potenzialmente vibrazioni della racla o intasamento delle celle. I sistemi automatizzati di controllo della viscosità dell'inchiostro monitorano continuamente la viscosità dell'inchiostro utilizzando viscosimetri in linea (tipicamente basati su tazza di efflusso o viscosimetro rotazionale) e dosano solvente fresco nel calamaio tramite pompe dosatrici per mantenere la viscosità entro una tolleranza di ± 1–2 secondi rispetto al valore target durante il ciclo di stampa. Anche la temperatura dell'inchiostro influisce in modo significativo sulla viscosità e alcune macchine da stampa ad alte specifiche incorporano sistemi di condizionamento della temperatura dell'inchiostro per eliminare la deriva della viscosità causata dalla variazione della temperatura ambiente durante i lunghi cicli di produzione.

Configurazioni macchina: modelli di stampa monocolore e multicolori
Le macchine da stampa rotocalco su carta decorativa sono disponibili in configurazioni che vanno dalle macchine per prove colore monocolore alle macchine da stampa per produzione completa con 10 o più unità di stampa. La configurazione appropriata dipende dalla complessità dei motivi decorativi prodotti e dai requisiti di volume di produzione dell'impianto.
| Configurazione | Numero di unità | Larghezza di stampa tipica | Gamma di velocità | Applicazione primaria |
| Lievitatore a unità singola | 1 | 600–900 mm | 20–60 metri/min | Cylinder proofing, R&D |
| Macchina da stampa di produzione a 4 colori | 4 | 1.300–1.800 mm | 80–150 metri/min | Venature del legno semplici, disegni monocolore |
| Macchina da stampa di produzione a 6 colori | 6 | 1.600–2.200 millimetri | 100–200 metri/min | Venature complesse del legno, pietra, effetti tessili |
| Macchina da stampa a bobina larga da 8 a 10 colori | 8-10 | 2.200–2.800 millimetri | 150–300 metri/min | Texture fotografiche ad alta fedeltà, motivi ripetuti di grandi dimensioni |
Per i produttori che producono un portfolio diversificato di motivi decorativi – tra cui venature del legno, effetti pietra, disegni fantasy e carte a tinta unita – una macchina da stampa a 6 colori rappresenta la configurazione più versatile dal punto di vista commerciale, in grado di riprodurre la stragrande maggioranza dei design standard di mercato senza il capitale e i costi operativi aggiuntivi delle macchine da 8 o 10 unità. Le configurazioni a bobina larga superiori a 2.000 mm di larghezza di stampa sono giustificate principalmente per la produzione di modelli di base in grandi volumi, dove le economie di scala su rotoli di grandi dimensioni superano la complessità aggiuntiva della gestione della gestione di bobine più ampie.
Sistemi di inchiostri per la stampa rotocalco di carta decorativa
Il sistema di inchiostri utilizzato su una macchina rotocalco per carta decorativa deve soddisfare requisiti che vanno ben oltre la semplice fedeltà dei colori. Gli inchiostri per carta decorativa devono sopravvivere al successivo processo di impregnazione, in cui la carta stampata viene saturata con resina liquida di melammina-formaldeide e quindi polimerizzata a temperature di 160–200°C ad alta pressione in una pressa di laminazione a ciclo breve. Gli inchiostri che non sono termicamente stabili o che sono incompatibili con la resina impregnante sanguinano, cambiano colore o si delaminano durante la pressatura, producendo pannelli finiti con una qualità di stampa inaccettabile.
- Inchiostri per rotocalco a base solvente: Storicamente il sistema dominante per la stampa rotocalco su carta decorativa, gli inchiostri a base solvente utilizzano toluene, acetato di etile o sistemi a solvente misto come trasportatori. Offrono un'asciugatura rapida, un'eccellente resistenza del colore e una buona compatibilità con l'impregnazione della melammina. Le normative ambientali e sanitarie sulle emissioni di COV hanno portato a investimenti significativi nei sistemi di recupero e abbattimento dei solventi sulle macchine da stampa che utilizzano questi inchiostri, aumentando il capitale della struttura e i costi operativi.
- Inchiostri per rotocalco a base acqua: Sempre più adottati come alternativa a basso contenuto di COV, i sistemi di inchiostri a base acqua richiedono design di essiccatori più sofisticati (in genere un impatto d'aria con un volume più elevato combinato con riscaldamento a infrarossi) a causa del maggiore calore latente dell'evaporazione dell'acqua rispetto ai solventi organici. I progressi nella formulazione degli inchiostri hanno ampiamente colmato lo storico divario prestazionale rispetto agli inchiostri a solvente in termini di brillantezza dei colori, adesione e compatibilità di impregnazione per le applicazioni su carta decorativa.
- Pigmenti resistenti al calore: Tutti gli inchiostri per la stampa rotocalco su carta decorativa devono incorporare pigmenti con comprovata stabilità termica alle temperature della pressa di laminazione. I pigmenti organici sensibili alla degradazione termica, inclusi alcuni pigmenti gialli e rossi, devono essere sostituiti con alternative a prestazioni più elevate come i rossi di perilene, i viola diossazina o i gialli azoici di nichel che mantengono la precisione del colore durante l'intero ciclo di laminazione.
Specifiche chiave da valutare al momento dell'acquisto di una macchina da stampa rotocalco per carta decorativa
Scegliere la macchina da stampa rotocalco giusta per la produzione di carta decorativa è una decisione capitale con una durata tipica delle apparecchiature di 15–25 anni. Le seguenti specifiche e criteri di valutazione dovrebbero essere valutati sistematicamente durante il processo di appalto:
- Larghezza massima del nastro e larghezza di stampa: Specificare la larghezza massima del supporto di stampa che la macchina da stampa deve accogliere in base al formato più ampio del rotolo di carta decorativa e confermare la larghezza massima di stampa, che in genere è 20–40 mm inferiore alla larghezza della bobina per consentire le aree di rifilo dei bordi e dei segni di registro.
- Velocità massima di produzione: Valutare criticamente le velocità massime dichiarate: la velocità massima è commercialmente utile solo se il sistema di asciugatura è in grado di raggiungere l'essiccazione completa dell'inchiostro a quella velocità con la combinazione specifica di inchiostro e substrato. Richiedere al produttore della pressa i dati sulle prestazioni di asciugatura alla massima velocità.
- Specifica della precisione del registro: Per le applicazioni su carta decorativa, richiedere una specifica di precisione di registro di ±0,1 mm o migliore in condizioni di funzionamento stazionarie. Verificare questa specifica facendo riferimento a dati di test indipendenti o referenze dei clienti anziché fare affidamento esclusivamente sulle affermazioni del produttore.
- Orario cambio cilindro: Nella produzione di carta decorativa i cambi di modello sono frequenti. Il tempo di cambio del cilindro, ovvero il tempo necessario per rimuovere e sostituire tutti i cilindri e predisporre un nuovo modello, ha un impatto diretto sull'efficienza produttiva e sulla tiratura economica minima. I moderni sistemi di cilindri a cambio rapido possono eseguire cambi completi di cilindri a 6 colori in meno di 30 minuti.
- Sistema di recupero o abbattimento solventi: Se si utilizza inchiostri a base solvente, valutare se la macchina da stampa è progettata per il recupero del solvente in linea (che riduce il consumo di solvente grezzo e i costi operativi) o per l'abbattimento termico dell'ossidante (che distrugge i vapori di solvente ma genera costi operativi nel consumo di carburante). Verificare che la capacità del sistema di abbattimento corrisponda al tasso massimo di evaporazione del solvente della macchina da stampa alla massima velocità di produzione.
- Sistema di azionamento e architettura di controllo della tensione: Verificare che ciascuna unità di stampa disponga di un servoazionamento digitale indipendente con controllo della tensione a circuito chiuso tra le unità, anziché le vecchie architetture di azionamento ad albero in linea che sono meno flessibili e più difficili da mantenere. Le macchine da stampa servoassistite offrono un avviamento più rapido, una migliore stabilità del registro durante l'accelerazione e la decelerazione e una manutenzione meccanica più semplice.
- Capacità di servizio del fornitore e disponibilità di pezzi di ricambio: Per una macchina che rappresenta diversi milioni di dollari di investimento di capitale, valutare la copertura del tecnico di assistenza locale del produttore, gli impegni in termini di tempi di risposta e le ubicazioni dei magazzini dei pezzi di ricambio. Per le strutture situate in regioni lontane dalla sede centrale del produttore della macchina, verificare se i pezzi di ricambio critici (rulli pressori, supporti racla, servoazionamenti) sono conservati in centri di distribuzione regionali o devono essere spediti dal paese di produzione con ritardi doganali potenzialmente lunghi.
Migliori pratiche di manutenzione per massimizzare le prestazioni e la longevità della macchina
Una macchina da stampa rotocalco per carta decorativa utilizzata secondo un rigoroso programma di manutenzione preventiva avrà prestazioni costantemente superiori a quelle di una macchina nominalmente superiore ma sottoposta a scarsa manutenzione. Le seguenti discipline di manutenzione sono fondamentali per una qualità di stampa duratura e la disponibilità della macchina:
- Programma di ispezione e sostituzione della racla: Le racle devono essere ispezionate a ogni cambio di lavoro e sostituite secondo un programma a intervalli fissi, in genere ogni 4-8 ore di funzionamento, a seconda del materiale della lama e della durezza del cromo del cilindro. Una racla usurata o scheggiata si manifesta immediatamente con striature, strisce tonali o perdite di inchiostro oltre la lama e la sostituzione ritardata accelera in modo sproporzionato l'usura della cromatura del cilindro.
- Monitoraggio delle condizioni dei rulli pressori: Le superfici in gomma dei rulli di impressione devono essere ispezionate settimanalmente per verificare l'eventuale presenza di vetrificazione, rigonfiamento o danni superficiali e la durezza dei rulli deve essere testata rispetto alle misurazioni di riferimento con cadenza trimestrale. Una variazione della durezza della gomma superiore a ±5 Shore A rispetto al valore delle specifiche richiede la ricopertura del rullo prima che la qualità di stampa venga compromessa.
- Pulizia della vaschetta dell'inchiostro e del sistema di circolazione: Il lavaggio e la pulizia completi del sistema di inchiostro tra i cambi di modello sono essenziali per prevenire la contaminazione del colore e l'agglomerazione dei pigmenti nelle linee di alimentazione dell'inchiostro e nei contenitori di controllo della viscosità. Stabilire un protocollo documentato di pulizia del sistema di inchiostro con volumi di lavaggio con solvente definiti e criteri di accettazione della contaminazione residua dell'inchiostro prima di approvare la macchina da stampa per il lavoro successivo.
- Manutenzione dell'asciugatrice: Gli ugelli dell'essiccatore a impatto di aria calda e i deflettori di distribuzione dell'aria devono essere puliti ogni trimestre per rimuovere i depositi di inchiostro nebulizzato che riducono l'uniformità del flusso d'aria e l'efficienza di asciugatura. La potenza dell'emettitore a infrarossi dovrebbe essere testata annualmente e gli emettitori degradati dovrebbero essere sostituiti per mantenere una densità di energia di asciugatura costante su tutta la larghezza del nastro.
- Calibrazione del sistema di guidanastro e tensionamento: Le celle di carico e i cuscinetti a rulli ballerini devono essere calibrati e sottoposti a manutenzione secondo un programma semestrale per garantire la precisione della misurazione della tensione. La deriva della calibrazione nei sistemi di controllo della tensione è una causa comune di instabilità cronica della registrazione che viene erroneamente attribuita a problemi del cilindro o dell'inchiostro durante la risoluzione dei problemi.
Categorie di Prodotto
Novità consigliate
2026-08-04Macchina per laminazione multistrato: una guida pratica per sceglierne una e utilizzarla
2026-07-30Che cos'è una stampante rotocalco per carta decorativa? Una semplice guida per acquirenti e operatori
2026-07-21Spiegazione della macchina da stampa su carta PU: come la pelle sintetica ottiene il suo modello e la sua consistenza
Prodotti consigliati
La varietà di modelli, per soddisfare le esigenze di sviluppo di varie regioni del mondo.


Inviaci un messaggio adesso!
Link veloci
Prodotti
- Stampante per rotocalco su carta decorativa della serie KL
- Stampante per rotocalco su carta decorativa serie DL
- Stampante per rotocalco su carta decorativa serie HL
- Stampante per rotocalco su carta decorativa serie MG
- Macchina per rivestimento rotocalco di carta decorativa serie LLW
- Stampante per rotocalco su carta decorativa serie BL, CS, JS, CL, JL, EL
- ......
Contattaci
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, villaggio Qingke, via Jincheng, distretto di Lin'an, città di Hangzhou, provincia di Zhejiang
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Privacy
Privacy