 Inglese
Inglese 中文简体
中文简体Macchine da stampa rotocalco per carta decorativa: una guida completa per l'acquirente e l'operatore
La carta decorativa, il materiale della superficie stampata utilizzato in mobili, pavimenti, armadi, pannelli murali e prodotti laminati, richiede un livello di coerenza del motivo, precisione del colore e produttività che solo una tecnologia di stampa offre in modo affidabile su scala industriale: la stampa rotocalco. Una macchina da stampa rotocalco per carta decorativa è un bene strumentale altamente specializzato che si trova al centro dell'industria delle superfici decorative, producendo venature del legno, pietra, tessuti e motivi astratti che appaiono ogni anno su miliardi di metri quadrati di prodotti laminati. Questa guida copre tutto ciò che un acquirente, un direttore di stabilimento o un ingegnere di produzione deve capire su queste macchine: come funzionano, cosa significano le specifiche chiave, come valutare i fornitori e cosa distingue le apparecchiature ad alte prestazioni dalle macchine che faticano a soddisfare le rigorose richieste di qualità della carta decorativa.
Perché la stampa rotocalco domina la produzione di carta decorativa
La carta decorativa ha requisiti di stampa specifici che eliminano dalla considerazione pratica la maggior parte delle tecnologie di stampa concorrenti. I motivi devono essere riprodotti con consistenza microscopica rotolo dopo rotolo: una ripetizione della venatura del legno che si sposta di 0,1 mm tra due rulli utilizzati su pannelli adiacenti di un mobile da cucina diventa immediatamente visibile come un difetto di mancata corrispondenza. I colori devono rimanere identici nei cicli di produzione separati da settimane o mesi, perché la carta decorativa è un componente di un sistema di prodotto più ampio in cui pannelli, bordi ed elementi coordinati vengono prodotti da lotti di produzione diversi. Inoltre, la produttività deve essere sufficientemente elevata da giustificare il costo del substrato di carta specializzato, dell'incisione a cilindro e dei sistemi di inchiostro coinvolti.
Stampa rotocalco: la tecnologia utilizzata in macchine da stampa rotocalco su carta decorativa — soddisfa tutti questi requisiti attraverso il suo processo fondamentale: l'inchiostro viene trattenuto in cellule microscopiche incise direttamente in un cilindro di rame cromato, l'inchiostro in eccesso viene rimosso dalla superficie del cilindro da una racla e l'inchiostro rimanente nelle celle viene trasferito sul substrato di carta sotto la pressione di un rullo pressore. Le celle incise sono permanenti – non cambiano tra un'impressione e l'altra – quindi la geometria del modello viene fissata meccanicamente nel cilindro. Ciò produce una registrazione da modello a modello e una precisione di ripetizione che nessun altro processo di stampa può eguagliare a velocità di produzione equivalenti.
In confronto, la stampa flessografica utilizza lastre di gomma o fotopolimero che mostrano cambiamenti dimensionali al variare della temperatura e della pressione, producendo una precisione geometrica inferiore. Le tecnologie a getto d'inchiostro e di stampa digitale offrono flessibilità ma attualmente non possono eguagliare la combinazione di densità di copertura superficiale, stesura dell'inchiostro resistente all'abrasione e velocità di produzione superiori a 200 metri al minuto della rotocalco. Per la produzione di carta decorativa in grandi volumi, la stampa rotocalco non è semplicemente la tecnologia preferita: è l’unica tecnologia che soddisfa le esigenze combinate dell’applicazione su scala commerciale.
Come funziona una macchina da stampa rotocalco per carta decorativa
Per comprendere il principio di funzionamento di una macchina da stampa rotocalco per carta decorativa è necessario seguire la carta e l'inchiostro attraverso ogni fase della macchina, dallo svolgimento al riavvolgimento. Il processo è continuo: il substrato di carta viaggia come un nastro ininterrotto dal rullo di alimentazione attraverso ciascuna stazione di stampa e tutti i sistemi di trattamento post-stampa prima di essere avvolto nel rotolo di uscita finito.
Sistema di alimentazione e controllo della tensione del nastro
Il supporto cartaceo, tipicamente carta base decorativa alfa-cellulosa con grammature comprese tra 50 e 130 g/m² a seconda dell'applicazione, viene caricato come rotolo di grande diametro sul supporto di svolgimento all'ingresso della macchina. Le macchine da stampa rotocalco professionali per carta decorativa utilizzano sistemi di giunzione volante o di testa che consentono di sostituire i rotoli esauriti con nuovi rotoli senza arrestare la macchina, mantenendo una produzione continua su tirature prolungate. Il controllo della tensione in tutta la macchina è gestito da rulli ballerini e sistemi di feedback delle celle di carico che mantengono una tensione del nastro costante su tutte le stazioni di stampa indipendentemente dai cambiamenti di velocità, dalla riduzione del diametro del rotolo o dalla variazione delle proprietà del substrato. Una tensione costante del nastro è fondamentale per la precisione della registrazione: le variazioni causano un allungamento non uniforme del nastro, spostando la posizione di stampa rispetto alla ripetizione del cilindro.
La stazione di stampa: cilindro, racla e rullo pressore
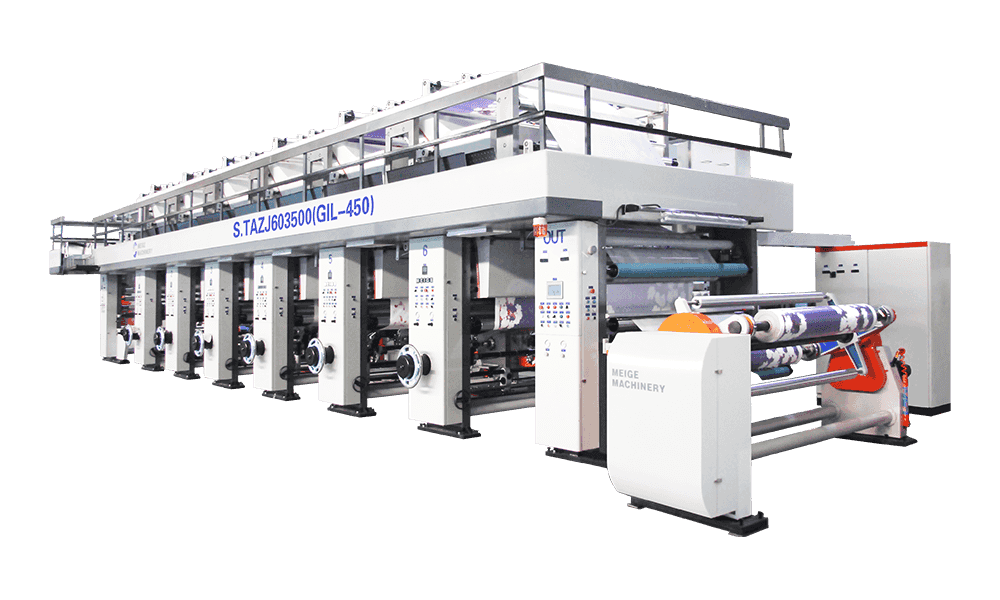
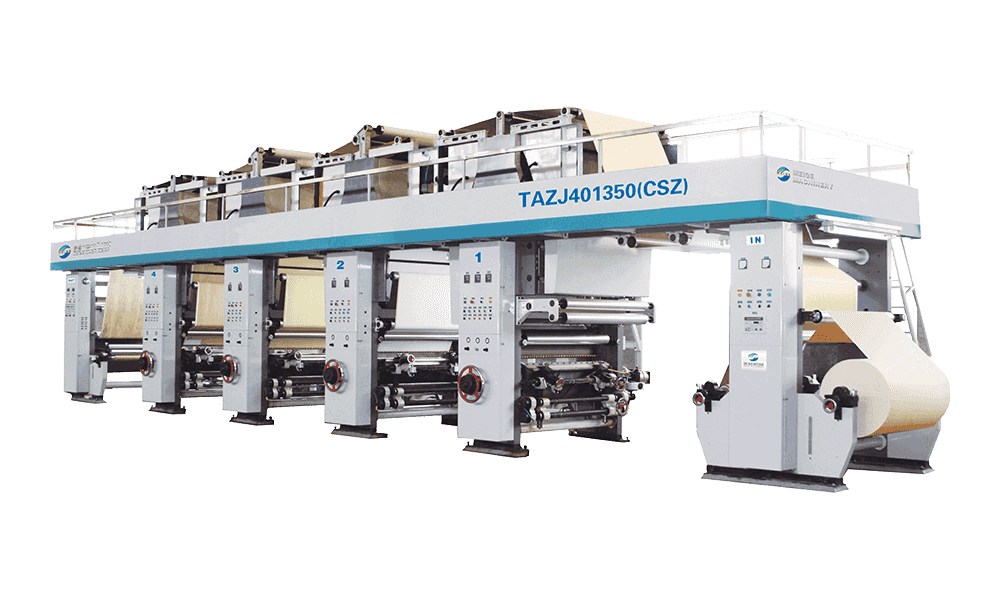
Ogni colore del motivo decorativo richiede una stazione di stampa dedicata. Una macchina da stampa rotocalco standard per carta decorativa ha da 4 a 12 stazioni di stampa disposte in linea, con il nastro di carta che passa attraverso ciascuna stazione in sequenza. Ciascuna stazione contiene tre componenti principali: il cilindro per rotocalco, il gruppo racla e il rullo pressore.
Il cilindro rotocalco è il cuore del processo. Si tratta di un tubo di base in acciaio ramato con uno spessore di circa 100–150 micron, sul quale viene inciso il disegno delle celle mediante una testa di incisione elettromeccanica o un processo di incisione chimica. Dopo l'incisione, la superficie in rame viene cromata con una durezza di circa 900–1000 Vickers per resistere all'usura causata dalla racla e dal contatto con l'inchiostro. Le celle contengono volumi specifici di inchiostro: la profondità delle celle e il diametro di apertura controllano la densità e la copertura dell'inchiostro. Per le applicazioni su carta decorativa, le circonferenze dei cilindri variano generalmente da 600 mm a 1200 mm, corrispondenti alla lunghezza di ripetizione del modello.
La racla è una sottile lama in acciaio o polimero che poggia sulla superficie del cilindro rotante sotto pressione controllata, rimuovendo l'inchiostro dalle aree tra le celle e lasciandolo nelle celle stesse. L'angolo della racla, la pressione di contatto, il materiale e la velocità di oscillazione influiscono tutti sulla qualità di stampa e sulla durata del cilindro. Il rullo pressore, un rullo in acciaio rivestito in gomma posizionato di fronte al cilindro, preme il nastro di carta contro la superficie inchiostrata del cilindro con forza controllata, trasferendo l'inchiostro dalle celle alla carta. La pressione di impressione determina l'efficienza del trasferimento dell'inchiostro e viene regolata in base all'assorbimento della carta e alla viscosità dell'inchiostro.
Erogazione dell'inchiostro e controllo della viscosità
L'inchiostro viene consegnato alla stazione di stampa da un sistema di circolazione a circuito chiuso che pompa l'inchiostro da un serbatoio attraverso un vassoio dell'inchiostro sotto il cilindro di rotocalco. Il cilindro ruota attraverso il vassoio dell'inchiostro, riempiendo di inchiostro le celle incise prima del ciclo di pulizia della racla. L'inchiostro rimosso dalla superficie del cilindro ritorna nel serbatoio tramite un canale di ritorno, mantenendo una circolazione continua che impedisce all'inchiostro di asciugarsi nel vassoio e mantiene costanti le proprietà dell'inchiostro. I sistemi di controllo automatico della viscosità, generalmente basati sulla misurazione della tazza di efflusso con dosaggio automatizzato del solvente, mantengono la viscosità dell'inchiostro entro ±0,5 secondi dal valore target durante tutto il ciclo di produzione. La deriva della viscosità è una delle cause principali dello spostamento del colore nella stampa rotocalco e il controllo automatico elimina l'onere della misurazione e della regolazione manuale da parte dell'operatore.
Sistema di asciugatura tra le stazioni di stampa
Tra ciascuna stazione di stampa, il nastro stampato passa attraverso un tunnel di asciugatura dove il solvente o l'acqua dell'inchiostro vengono evaporati prima dell'applicazione del colore successivo. L'asciugatura completa tra le stazioni è essenziale per la precisione della registrazione colore su colore: il trasferimento dell'inchiostro umido dalla prima stazione al secondo cilindro (chiamato back-trapping) provoca contaminazione del colore e del cilindro che degrada rapidamente la qualità di stampa. Le macchine da stampa rotocalco per carta decorativa utilizzano sistemi di asciugatura ad impatto di aria calda con getti d'aria a temperatura controllata diretti su entrambe le superfici del nastro. Le temperature dell'essiccatore per gli inchiostri a base solvente variano tipicamente da 60°C a 120°C; i sistemi di inchiostro a base acqua richiedono temperature più elevate o integrazione a infrarossi per ottenere tassi di evaporazione equivalenti. I vapori dei solventi estratti dai tunnel di essiccazione vengono raccolti mediante sistemi di recupero dei solventi o di ossidazione termica richiesti per la conformità ambientale nella maggior parte delle giurisdizioni.
Specifiche chiave da valutare al momento dell'acquisto di una macchina da stampa rotocalco per carta decorativa
Le macchine da stampa rotocalco per carta decorativa sono specificate in una serie di parametri che insieme definiscono la capacità, la capacità e l'idoneità della macchina per requisiti di produzione specifici. Le seguenti specifiche sono le più significative dal punto di vista commerciale e tecnico quando si valutano le opzioni dell'attrezzatura.
| Specifica | Gamma tipica | Cosa significa per la produzione |
| Larghezza di stampa | 1000–2200 mm | Determina la larghezza massima del rotolo di carta e la produttività per passaggio |
| Massima velocità di produzione | 80–300 metri/min | Imposta il limite massimo della capacità di output; la velocità pratica dipende dall'inchiostro e dal supporto |
| Numero di stazioni di stampa | 4-12 colori | Limita la complessità del modello; più stazioni consentono progetti più ricchi |
| Lunghezza di ripetizione del cilindro | 400–1500 mm | Determina la lunghezza massima del modello non ripetitivo per i disegni in legno/pietra |
| Precisione della registrazione | ±0,1–0,3 mm | Precisione dell'allineamento da colore a colore; fondamentale per modelli con dettagli fini |
| Compatibilità del sistema di inchiostro | Solvente/a base acqua/UV | Determina le opzioni di inchiostro, la conformità ai COV e il tipo di sistema di asciugatura |
| Intervallo di grammatura del substrato | 40–180 g/m² | Gamma di grammature della carta che la macchina può gestire senza problemi di gestione del nastro |
| Diametro del rotolo di svolgimento/riavvolgimento | 800–1500 mm | I rotoli più grandi riducono la frequenza di giunzione e migliorano l'efficienza produttiva |
Larghezza di stampa: adattare la capacità della macchina alle esigenze del mercato
La larghezza di stampa è la specifica di maggior impatto per l'output di produzione, poiché determina la quantità di carta finita prodotta per metro di nastro percorso attraverso la macchina. Una macchina da stampa larga 1.600 mm che funziona a 150 m/min produce 1.440 m² di carta stampata all'ora prima del taglio. La stessa tiratura con una larghezza di 1.000 mm produce solo 900 m² all'ora: una riduzione del 37% della produzione a parità di velocità della macchina. La maggior parte delle macchine da stampa rotocalco su carta decorativa destinate alla produzione di pannelli per mobili e pavimenti funzionano con larghezze di stampa comprese tra 1250 mm e 1800 mm, corrispondenti alle larghezze standard dei rotoli di supporto forniti dai produttori di carta decorativa. Le macchine più grandi producono una maggiore produttività ma richiedono cilindri, racle e rulli pressori proporzionalmente più pesanti e costosi e impongono maggiori requisiti infrastrutturali all’impianto di produzione.
Sistema di registrazione e precisione dell'allineamento del colore
L'accuratezza della registrazione, ovvero la precisione con cui ciascun colore viene posizionato rispetto agli altri, è probabilmente la specifica più critica in termini di qualità in una macchina da stampa rotocalco per carta decorativa. Le moderne macchine professionali ottengono il controllo del registro a circuito chiuso utilizzando sistemi di rilevamento dei segni di registrazione basati su telecamere che monitorano la posizione di stampa di ciascuna stazione di colore in tempo reale ed effettuano micro-regolazioni alla posizione della fase del cilindro attraverso attuatori di correzione servo-guidati. Questi sistemi sono in grado di rilevare e correggere errori di registrazione di 0,05 mm o meno, mantenendo l'allineamento in caso di variazioni di velocità, variazioni di temperatura e cambi di rotolo. Le macchine entry-level o più vecchie che utilizzano sistemi di registrazione a circuito aperto si basano sulla regolazione manuale dell'operatore e non possono mantenere la stessa precisione di allineamento, in particolare durante i periodi di rodaggio dopo i cambi di velocità o a velocità di produzione elevate dove la dinamica del nastro diventa più complessa.
Cilindri rotocalco per carta decorativa: incisione, specifiche e gestione
Nella stampa rotocalco su carta decorativa, il cilindro è la variabile ricorrente di costo e qualità più significativa al di fuori della macchina stessa. Comprendere le specifiche del cilindro, i metodi di incisione e la gestione del ciclo di vita è essenziale per controllare l'economia della produzione e mantenere la qualità di stampa.
Metodi di incisione e loro effetto sul carattere di stampa
Per i cilindri rotocalco di carta decorativa vengono utilizzati due metodi di incisione principali. L'incisione elettromeccanica (EME) utilizza uno stilo con punta di diamante azionato da un attuatore elettromagnetico per tagliare singole celle nella superficie di rame a velocità fino a 8.000 celle al secondo. La profondità e la larghezza dello stilo variano per produrre celle di volumi diversi, consentendo la gradazione tonale attraverso il pattern. L'incisione EME produce una geometria cellulare molto precisa con forma coerente, rendendola lo standard per motivi decorativi ad alta definizione che richiedono dettagli fini: strutture realistiche dei pori del legno, venature della superficie della pietra e trame tessili fini.
L’incisione laser, in particolare l’ablazione laser della superficie di rame, è un’alternativa che sta guadagnando terreno nella produzione di cilindri di carta decorativa. L'incisione laser consente geometrie cellulari più complesse, comprese celle sottosquadro e forme cellulari variabili all'interno di un singolo cilindro, il che consente caratteristiche di rilascio dell'inchiostro che EME non può replicare. I cilindri incisi al laser possono ottenere effetti di stampa che imitano più da vicino la microstruttura naturale delle superfici in legno e pietra, il che è commercialmente significativo per le applicazioni di carta decorativa di fascia alta. Il costo di capitale delle apparecchiature per incisione laser è superiore a quello dell'EME, ma il costo di esercizio per cilindro è inferiore e la maggiore flessibilità geometrica offre vantaggi di differenziazione del design.
Volume della cella e regola dello schermo
Il volume delle celle, misurato in miliardi di micron cubi (BCM) per pollice quadrato o in centimetri cubi per metro quadrato (cm³/m²), determina la quantità di inchiostro depositato per unità di superficie stampata. Per la stampa rotocalco su carta decorativa, i volumi delle celle sono in genere più elevati rispetto alla rotocalco per pubblicazioni o imballaggi perché le carte decorative richiedono una pellicola di inchiostro densa e opaca che copra completamente la carta base bianca e resista ai successivi processi di trattamento superficiale, tra cui l'impregnazione e la pressatura nei laminati. Le aree a tono pieno dei modelli di carta decorativa utilizzano tipicamente celle con volumi di 25–45 BCM, mentre le aree di evidenziazione e trama utilizzano celle meno profonde di 8–18 BCM. La lineatura dello schermo, ovvero il numero di celle per pollice o centimetro lineare, influisce sulla finezza dei dettagli che possono essere riprodotti. I cilindri di carta decorativi utilizzano tipicamente linee di retino da 70 a 120 linee per centimetro, con linee più fini utilizzate per la riproduzione ad alta definizione di venature del legno e motivi di pietra.
Ciclo di vita e ricondizionamento del cilindro
Un cilindro per rotocalco per la produzione di carta decorativa rappresenta un investimento significativo, in genere da 3.000 a 15.000 euro per cilindro, a seconda delle dimensioni, della complessità dell'incisione e se il cilindro è di proprietà o noleggiato tramite un servizio di fornitura di cilindri. La superficie cromata che protegge il rame inciso si usura gradualmente attraverso il contatto con la racla, con un tasso di usura che dipende dal materiale della racla, dalla pressione di contatto, dall'abrasività dell'inchiostro e dalla velocità di produzione. Un cilindro ben gestito su una moderna macchina rotocalco per carta decorativa raggiunge in genere da 50.000 a 150.000 metri lineari di stampa prima che l'usura del cromo riduca la qualità di stampa a un livello inaccettabile. A quel punto, il cilindro viene privato degli strati di cromo e rame, ramato, inciso nuovamente e cromato: un ciclo di ricondizionamento che può essere ripetuto più volte sullo stesso tubo di base in acciaio, riducendo in modo significativo il costo effettivo della vita utile delle risorse del cilindro.
Sistemi di inchiostri per la stampa rotocalco di carta decorativa
Il sistema di inchiostro utilizzato in una macchina da stampa rotocalco per carta decorativa è una variabile di processo critica che influisce sulla qualità di stampa, sulla gamma cromatica, sulle prestazioni di asciugatura, sulla conformità ambientale e sull'idoneità della carta stampata finita per le successive fasi di lavorazione. Nella produzione rotocalco di carta decorativa vengono utilizzati tre tipi principali di sistemi di inchiostrazione.
Inchiostri per rotocalco a base solvente
Gli inchiostri a base solvente hanno storicamente dominato la stampa rotocalco su carta decorativa grazie alla loro rapida asciugatura a velocità elevate della macchina, all'eccellente adesione alle superfici della carta trattata, all'elevata densità del colore e alla forte resistenza ai successivi processi di laminazione ad alta temperatura e alta pressione a cui è sottoposta la carta decorativa. Il solvente trasportatore, in genere toluene, acetato di etile, metil etil chetone o relative miscele, evapora rapidamente nel tunnel di asciugatura, consentendo velocità di stampa di 200 m/min anche con più stazioni colore. Gli svantaggi principali sono l’impatto ambientale e sulla salute sul lavoro delle emissioni di composti organici volatili (COV), che richiedono sistemi di recupero dei solventi (adsorbimento a condensazione o carbone attivo) e il rispetto di normative sempre più rigorose sulla qualità dell’aria. La maggior parte dei produttori di carta decorativa affermati che utilizzano macchine da stampa per rotocalco a solvente hanno investito in sistemi integrati di recupero dei solventi che recuperano il 90–95% dei solventi emessi per il riutilizzo, riducendo significativamente sia l’impatto ambientale che il costo dei solventi.
Inchiostri per rotocalco a base acqua
Gli inchiostri per rotocalco a base acqua eliminano i problemi di emissione di COV dei sistemi a solvente e sono sempre più richiesti dai produttori di carta decorativa che devono far fronte a normative ambientali più severe o che si rivolgono a mercati con severi requisiti di qualità dell'aria interna per i prodotti finiti. Negli ultimi dieci anni gli inchiostri a base acqua per la rotocalco della carta decorativa sono migliorati sostanzialmente in termini di densità del colore, adesione e velocità di asciugatura, ma presentano ancora sfide tecniche rispetto ai sistemi a solvente. L'entalpia di evaporazione dell'acqua è significativamente più elevata di quella dei solventi organici e richiede velocità di produzione inferiori, tunnel di essiccazione più lunghi, temperature dell'essiccatore più elevate o integrazione a infrarossi per ottenere prestazioni di essiccazione equivalenti. Gli inchiostri a base acqua hanno anche una tensione superficiale più elevata, che influisce sul rilascio dell'inchiostro dalle celle di rotocalco e può richiedere la regolazione della geometria delle celle e delle impostazioni della pressione di impressione. Le macchine da stampa rotocalco specificate per il funzionamento con inchiostri a base acqua dispongono di sistemi di asciugatura migliorati e componenti di circolazione dell'inchiostro modificati adatti ai mezzi acquosi.
Inchiostri per rotocalco polimerizzabili ai raggi UV
Gli inchiostri essiccabili agli UV vengono polimerizzati mediante reticolazione fotochimica sotto lampade ultraviolette anziché mediante evaporazione del solvente, producendo essenzialmente zero emissioni di COV e polimerizzazione quasi istantanea. Offrono un'eccezionale resistenza allo sfregamento e agli agenti chimici nella pellicola polimerizzata, il che è vantaggioso per le carte decorative che dovranno affrontare un contatto meccanico diretto durante il processo di laminazione o nell'uso finale. Tuttavia, gli inchiostri UV per rotocalco sono significativamente più costosi dei sistemi a base solvente o a base acqua, e le pellicole di inchiostro essiccate agli UV hanno caratteristiche di flessibilità diverse che devono essere valutate rispetto alla deformazione che subirà la carta stampata durante l’impregnazione e la pressatura. I sistemi di rotocalco UV per carta decorativa sono un segmento in crescita, in particolare per applicazioni premium e speciali, ma non hanno ancora sostituito i sistemi a solvente come tecnologia dominante per la produzione tradizionale di grandi volumi.
Sistemi di post-stampa su una macchina rotocalco per carta decorativa
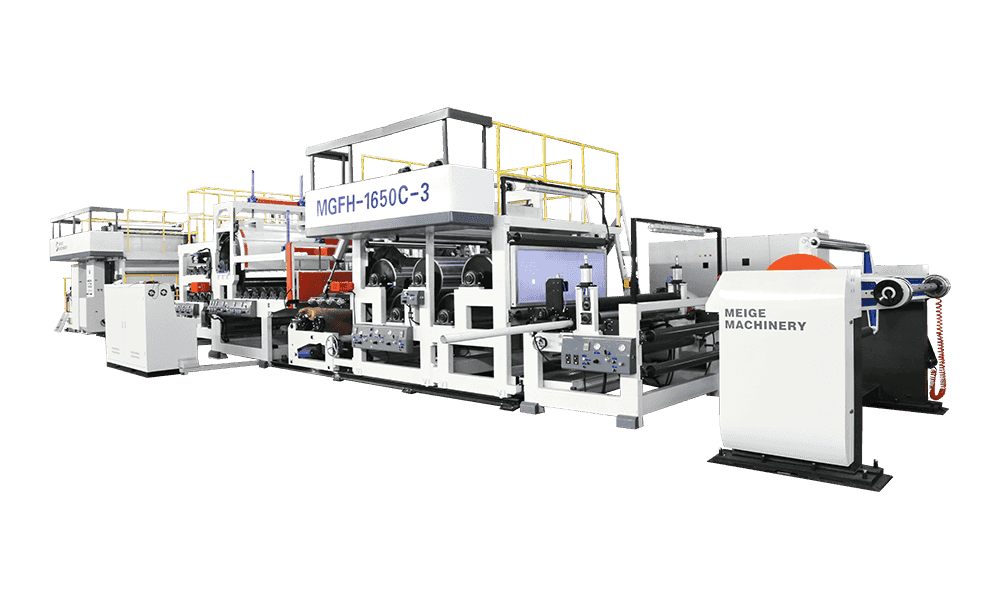
Il processo di stampa stesso è solo una parte di ciò che fa una moderna macchina da stampa rotocalco per carta decorativa. Per la maggior parte dei prodotti di carta decorativa, i sistemi di trattamento post-stampa in linea sono integrati nella macchina da stampa per applicare rivestimenti funzionali o trattamenti superficiali immediatamente dopo la stampa e prima dell'avvolgimento finale.
Unità di rivestimento in linea
Molte macchine da stampa rotocalco per carta decorativa per applicazioni su mobili e pavimenti includono una o più stazioni di rivestimento in linea posizionate dopo la stazione di stampa finale. Questi applicano un primer, uno strato di base o uno strato di trattamento superficiale alla carta stampata mentre è ancora nel nastro, eliminando un'operazione di rivestimento offline separata. I comuni rivestimenti in linea per la carta decorativa includono rivestimenti protettivi antimacchia che proteggono la pellicola di inchiostro stampato durante la movimentazione e il trasporto dei rotoli, primer di impregnazione che pretrattano la superficie della carta per un assorbimento più uniforme della resina nei successivi processi di impregnazione e rivestimenti barriera funzionali applicati per specifici requisiti di utilizzo finale. L'unità di rivestimento in linea è tipicamente una stazione di rivestimento rotocalco che utilizza un cilindro liscio o anilox anziché un cilindro inciso, applicando il rivestimento con un peso di rivestimento controllato su tutta la larghezza della carta.
Sistemi di ispezione web
I sistemi di ispezione bobina in linea che utilizzano telecamere a scansione lineare ad alta risoluzione e software di elaborazione delle immagini sono standard sulle moderne macchine da stampa rotocalco per carta decorativa. Questi sistemi scansionano il 100% della superficie stampata alla massima velocità di produzione, confrontando l'immagine di stampa in tempo reale con un riferimento memorizzato e segnalando i difetti (errori di registrazione, strisce di colore, linee della racla, segni di danni al cilindro e difetti del substrato) in tempo reale. Le posizioni dei difetti vengono registrate con coordinate web in modo che gli operatori possano individuare e valutare le aree contrassegnate durante l'ispezione di riavvolgimento o l'elaborazione a valle. La sensibilità del sistema di ispezione è regolabile per adattarsi allo standard di tolleranza ai difetti del prodotto che viene realizzato: le applicazioni di carta per pavimenti di alto valore richiedono in genere criteri di difetto più severi rispetto alla carta per mobili di qualità inferiore.
Problemi comuni di produzione sulle macchine da stampa rotocalco per carta decorativa e come risolverli
Comprendere i difetti che più comunemente colpiscono la stampa rotocalco di carta decorativa aiuta gli operatori a diagnosticare rapidamente i problemi e a implementare le giuste azioni correttive, riducendo al minimo gli sprechi e i tempi di inattività.
- Striature della racla (linee della lama): Sottili striature longitudinali che corrono nella direzione della macchina, causate da particelle intrappolate tra la lama racla e la superficie del cilindro, lama danneggiata o angolo di contatto della lama errato. Le azioni correttive includono l'aumento dell'ampiezza di oscillazione della lama, il controllo della pressione e dell'angolo di contatto della lama, l'ispezione della filtrazione dell'inchiostro per eventuali contaminazioni e il controllo della superficie cromata del cilindro per presenza di vaiolature o rugosità che intrappolano le particelle.
- Registrazione errata tra i colori: Errori di allineamento da colore a colore visibili come aloni, frange di colore o bordi del motivo sfocati. Causato da errori del sistema di controllo del registro, instabilità della tensione del nastro, dilatazione termica dei cilindri o variazione dell'allungamento del substrato. Gestire la situazione verificando che gli obiettivi della telecamera di registro siano puliti e ben illuminati, controllando la consistenza della tensione del nastro su tutta la macchina, consentendo un tempo di riscaldamento adeguato per la stabilizzazione termica e verificando che il contenuto di umidità del substrato sia coerente da rotolo a rotolo.
- Nebulizzazione e spray dell'inchiostro: Goccioline sottili di inchiostro depositate all'esterno dell'area di stampa prevista, più evidenti a velocità di produzione elevate. Causato da una viscosità dell'inchiostro troppo bassa, da una pressione di impressione troppo elevata o da una tensione superficiale dell'inchiostro troppo bassa. Le azioni correttive includono il controllo e la regolazione della viscosità dell'inchiostro in base alle specifiche, la riduzione della pressione di stampa al minimo richiesto per un trasferimento adeguato e la revisione della formulazione dell'inchiostro con il fornitore di inchiostro se il problema persiste dopo più cambi di cilindro.
- Celle saltate (snowflaking): Punti luminosi casuali nelle aree di stampa piene causati dal mancato trasferimento dell'inchiostro dalle singole celle al substrato. Solitamente causato dalla ruvidità della superficie della carta o dalla scarsa porosità che impedisce il contatto con l'inchiostro delle celle, dalla viscosità dell'inchiostro troppo elevata, dalla pressione di stampa troppo bassa o dalla contaminazione delle celle dovuta all'inchiostro essiccato. Risolvere il problema controllando le impostazioni della pressione di stampa, verificando che la viscosità dell'inchiostro rientri nelle specifiche, rivedendo i valori di energia superficiale del substrato e programmando la pulizia del cilindro se si sospetta un accumulo di residui di inchiostro.
- Variazione di colore all'interno di un rotolo (deriva del colore): Variazione graduale della densità o della tonalità del colore nel corso di un ciclo di produzione, più comunemente causata dalla deriva della viscosità dell'inchiostro quando il solvente evapora dal vassoio dell'inchiostro o dai cambiamenti di temperatura che influiscono sulla reologia dell'inchiostro. Verificare che il sistema di controllo automatico della viscosità funzioni correttamente, controllare che la temperatura del vassoio dell'inchiostro sia stabile e rivedere la velocità di circolazione dell'inchiostro per garantire che l'inchiostro fresco raggiunga il vassoio a una velocità adeguata rispetto al consumo.
- Rotture del nastro: Strappo del supporto cartaceo durante la stampa, con conseguenti interruzioni della produzione e spreco di materiale. Causato da picchi di tensione dovuti a difetti di giunzione, pressione di stampa eccessiva su tipi di carta fragili, difetti della carta nel rotolo di supporto o accumulo di carica statica che causa deviazione e piegatura del nastro. Garantire che la qualità della giunzione venga verificata prima che ogni giunzione del rotolo entri nella macchina da stampa, controllare le impostazioni della pressione di stampa per i tipi di carta leggera, implementare barre di eliminazione statica nelle posizioni critiche del percorso web ed esaminare la certificazione di qualità del substrato del fornitore di carta.
Valutazione dei fornitori di macchine da stampa rotocalco per carta decorativa
Una macchina da stampa rotocalco per carta decorativa è un investimento di capitale multimilionario con una durata misurata in decenni. La valutazione del fornitore merita una diligenza proporzionale: la qualità della macchina, i termini commerciali e la struttura di supporto post-vendita influiscono tutti in modo significativo sul costo totale di proprietà e sul successo operativo dell'investimento.
- Installazioni di riferimento in carta decorativa nello specifico: La tecnologia della stampa rotocalco è condivisa tra le applicazioni di imballaggio, pubblicazione e carta decorativa, ma un fornitore con esperienza documentata nelle installazioni di carta decorativa comprende i requisiti specifici di questa applicazione: ampie larghezze di stampa, sistemi di inchiostri ad alto volume, integrazione del rivestimento in linea e standard di qualità del settore delle superfici decorative. Richiedi referenze per la gestione di installazioni di carta decorativa e organizza visite in loco prima di impegnarti con un fornitore.
- Protocolli di test di accettazione e specifiche di prestazione garantita: Qualsiasi contratto di acquisto per una macchina da stampa rotocalco per carta decorativa dovrebbe specificare le condizioni del test di accettazione (velocità di produzione, numero di colori, qualità della carta, sistema di inchiostro) e garanzie quantitative sulle prestazioni per l'accuratezza della registrazione, l'uniformità del colore, l'efficienza dell'essiccatore e i tassi di difetto misurati durante il ciclo di accettazione. Le descrizioni vaghe delle prestazioni in un contratto non lasciano alcun ricorso se la macchina presenta prestazioni inferiori dopo l'installazione.
- Disponibilità dei pezzi di ricambio e copertura del servizio locale: Una macchina da stampa rotocalco fuori servizio in attesa della sostituzione di un cuscinetto del rullo pressore o di un componente della scheda di controllo costa molto di più al giorno in termini di perdita di produzione rispetto a qualsiasi risparmio ottenuto selezionando una macchina più economica o un fornitore con una scarsa infrastruttura per i pezzi di ricambio. Conferma che i pezzi di ricambio critici siano immagazzinati nella tua regione di fornitura, che il fornitore disponga di tecnici di assistenza formati che possano raggiungere la tua struttura entro 24-48 ore per guasti critici e che la stabilità aziendale del fornitore supporti un rapporto di assistenza di oltre un decennio.
- Integrazione digitale e preparazione all’Industria 4.0: Le moderne installazioni di macchine rotocalco per carta decorativa si interfacciano sempre più con i MES (sistemi di esecuzione della produzione) a livello di impianto per la pianificazione della produzione, la raccolta di dati sulla qualità e la manutenzione predittiva. Confermare che l'architettura di controllo della macchina supporti OPC-UA o protocolli di comunicazione aperti equivalenti, che i dati di produzione siano accessibili in formati standard e che il fornitore abbia una tabella di marcia per gli aggiornamenti software e l'espansione delle capacità digitali durante la vita utile della macchina.
- Conformità e certificazione del sistema ambientale: Gli impianti di rotocalco a base solvente richiedono sistemi integrati di recupero del solvente o di ossidazione termica che devono essere conformi alle autorizzazioni ambientali locali. Confermare che il fornitore possa fornire il sistema ambientale completo come parte del pacchetto macchina o abbia stabilito partner di integrazione, che il sistema sia dimensionato correttamente per il tasso di emissione di solventi della macchina da stampa alla massima velocità di produzione e che il fornitore abbia esperienza con i requisiti del processo di autorizzazione nella propria giurisdizione operativa.
Categorie di Prodotto
Novità consigliate
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine

2026-06-03Spiegazione della ribobinatrice per ispezione: come funziona e cosa cercare al momento dell'acquisto

2026-05-26Come funziona effettivamente una macchina da stampa rotocalco per materiali di finitura di pannelli a base di legno (e perché è importante)
Prodotti consigliati
La varietà di modelli, per soddisfare le esigenze di sviluppo di varie regioni del mondo.


Inviaci un messaggio adesso!
Link veloci
Prodotti
- Stampante per rotocalco su carta decorativa della serie KL
- Stampante per rotocalco su carta decorativa serie DL
- Stampante per rotocalco su carta decorativa serie HL
- Stampante per rotocalco su carta decorativa serie MG
- Macchina per rivestimento rotocalco di carta decorativa serie LLW
- Stampante per rotocalco su carta decorativa serie BL, CS, JS, CL, JL, EL
- ......
Contattaci
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, villaggio Qingke, via Jincheng, distretto di Lin'an, città di Hangzhou, provincia di Zhejiang
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Privacy
Privacy